























































Pentru mărcile în care eșecul cusăturilor nu este un rezultat acceptabil, diferența dintre aceste două situații merită înțeleasă în detaliu.
Standardul de 27,12 MHz: de ce sudarea RF se încălzește diferit
Distincția de bază dintre sudarea RF și lipirea termică convențională nu este doar eficiența, ci este direcția în care căldura se deplasează prin material.
Metodele convenționale (bare fierbinți, plăci încălzite, pistoale termice) aplică energie pe suprafața materialului și se bazează pe conducție pentru a aduce interiorul la temperatura de lipire. Pentru peliculele subțiri, acest lucru funcționează corespunzător. Pentru țesăturile laminate TPU groase și dense utilizate în echipamentele rezistente la apă premium, creează o problemă practică: aducerea interfeței interioare la temperatura de fuziune necesită suficient timp de păstrare a suprafeței pentru a risca arderea sau deformarea stratului exterior mai întâi. Fereastra dintre „nu suficient” și „prea mult” se îngustează pe măsură ce grosimea materialului crește.
Sudarea RF ocolește acest lucru, generând căldură din interiorul materialului, mai degrabă decât conducându-l spre interior. Echipamentele profesionale de sudare RF funcționează la 27,12 MHz - banda de frecvență radio desemnată ISM (industrială, științifică și medicală) alocată pentru această clasă de echipamente industriale. La această frecvență, câmpul electromagnetic alternativ determină moleculele polare din TPU să încerce realinierea cu fiecare oscilație: de aproximativ 27 de milioane de ori pe secundă. Frecarea moleculară pe care aceasta o produce generează căldură uniform în întreaga zonă de sudură, la interfața unde trebuie să aibă loc fuziunea, fără a se baza pe conducția termică suprafață-interior.
Sub presiune pneumatică aplicată simultan, materialul de la interfața de îmbinare atinge temperatura de fuziune și straturile se îmbină la nivel molecular. Odată ce câmpul este îndepărtat și materialul se răcește sub presiune susținută, granița inițială dintre cele două panouri nu mai există structural - zona de sudură a devenit o singură bucată continuă de material. În testarea de tracțiune distructivă, această zonă se menține în mod obișnuit dincolo de punctul de defecțiune al țesăturii de bază din jur. Acest rezultat este punctul de referință practic pentru o sudură RF executată corect.
Sudarea 840D TPU de înaltă tenacitate: o marjă mai îngustă pentru eroare
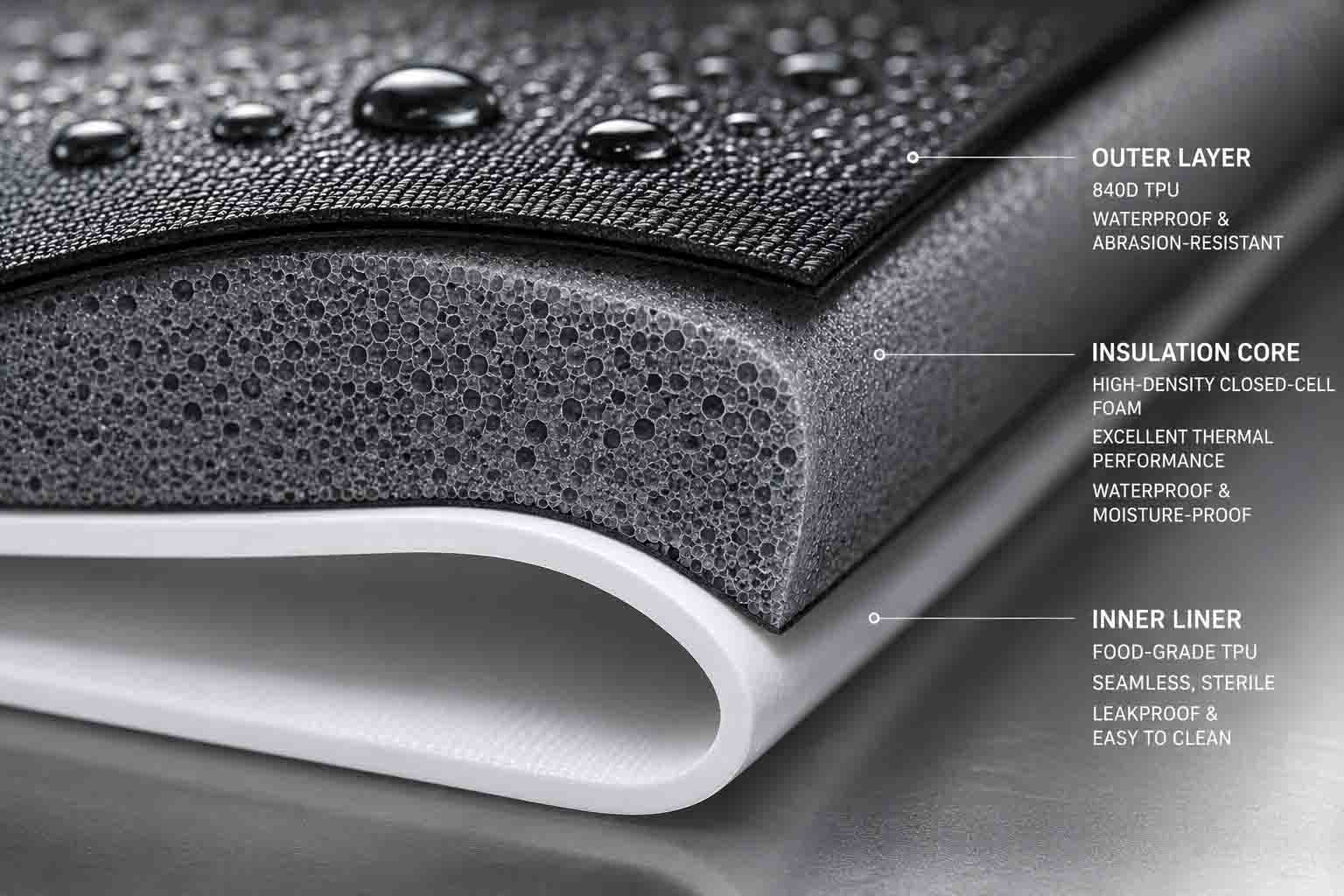
Sudarea RF funcționează într-o gamă de materiale termoplastice compatibile - PVC, PET, EVA, diverse țesături acoperite cu PU. Pentru aplicațiile în aer liber rezistente care necesită rezistență susținută la abraziune și integritate structurală sub sarcină, TPU de înaltă tenacitate de 840 de denari este materialul de referință. Este, de asemenea, cea care impune cele mai multe cerințe privind calibrarea procesului.
Denier mai mare înseamnă mai multă masă de material în zona de sudură, ceea ce necesită mai multă energie electromagnetică pentru a ajunge la temperatura de fuziune. Dificultatea este că acest lucru nu înseamnă pur și simplu creșterea puterii. Fereastra de operare – intervalul dintre energie insuficientă (fuziune incompletă, sudură predispusă la scurgeri) și energie excesivă (arsură materialului, barieră impermeabilă compromisă) – se îngustează pe măsură ce greutatea materialului crește. O setare de putere care funcționează curat pe 420D TPU poate produce puncte reci pe 840D în același timp de ciclu, în timp ce o setare calibrată pentru 840D poate arde materiale mai subțiri în același produs.
Gestionarea acestui lucru necesită calibrare specifică materialului. Când 840D TPU intră într-o linie de producție - indiferent dacă este o introducere de produs nou sau un nou lot de material de la același furnizor - puterea de ieșire RF, presiunea presei și sincronizarea ciclului trebuie validate în raport cu acel material specific: denierul său, greutatea acoperirii TPU și formularea. Acești parametri aparțin unui POS documentat, verificat la începutul fiecărui ciclu de producție. O unitate care aplică setări uniforme pentru toate greutățile țesăturii nu realizează această activitate, indiferent de modul în care este descrisă capacitatea.
Trei variabile de proces care determină consistența producției
Un prototip care trece testul de presiune stabilește că sudarea potrivită este realizabilă. Producția constantă necesită controlul variabilelor care determină dacă este repetabilă în volum.
Precizia sculei matrițelor
Matrița de sudură - electrodul în formă care contactează materialul și definește geometria sudurii - este prelucrat din alamă sau aluminiu la dimensiunile cerute de modelul de cusătură specific. Precizia dimensională a acestui instrument nu este o preocupare secundară. O suprafață neuniformă a matriței produce o distribuție neuniformă a presiunii în zona de sudură, ceea ce produce încălzire internă neuniformă: puncte reci unde materialul nu a atins temperatura maximă de fuziune și puncte fierbinți unde a fost supraîncălzit. Punctele reci devin puncte de inițiere a scurgerilor. Punctele fierbinți devin zone de subțiere a materialului care compromit integritatea cusăturii pe termen lung.
Uzura matriței are același efect asupra volumului de producție. Suprafețele de contact care erau în limitele toleranței la începutul unei campanii de producție ies treptat din toleranță. Operațiunile responsabile de sudare RF urmăresc starea matriței și înlocuiesc sau recalibrați sculele înainte ca uzura să afecteze calitatea sudurii – nu după ce începe testarea QC care arată rate de eșec ridicate.
Aplicarea presiunii: două faze, două funcții diferite
Presiunea pneumatică în sudarea RF îndeplinește funcții distincte în timpul fazei de sudare activă și a fazei de răcire care urmează și ambele contează.
În timpul fazei active de RF, presiunea asigură un contact intim între straturile de material la interfața de sudură, permițând amestecarea moleculară pe măsură ce TPU atinge temperatura de fuziune. În timpul fazei de răcire, după ce energia RF este îndepărtată, presiunea menține zona topită în poziție în timp ce lanțurile polimerice se solidifică. Eliberarea presiunii înainte ca zona de sudură să se răcească suficient permite materialului încă moale să se deformeze - producând o legătură mai slabă și inconsecvențe dimensionale la marginile zonei de sudură care devin puncte de concentrare a tensiunii în utilizare.
Eliberarea prematură a presiunii este printre cele mai comune scurtături de proces în sudarea RF de volum mare, unde presiunea în timpul ciclului creează un stimulent operațional pentru a trece rapid la următoarea piesă. Sudurile rezultate trec adesea inspecția vizuală și testarea inițială la presiune joasă, apoi arată rate de eșec ridicate sub sarcină susținută și cicluri repetate de flexibilitate pe teren.
Cronometrarea ciclului
Un ciclu complet de sudare RF se desfășoară în trei faze: pre-presare (presiune aplicată înainte de activarea RF, permițând materialului să se așeze corect în matriță), sudare activă (energie RF activată, încălzire moleculară și fuziune) și răcire sub presiune (RF oprit, solidificarea zonei de sudură). Fiecare fază are o durată optimă specifică grosimii materialului, greutății acoperirii și geometriei matriței utilizate.
Aceste momente nu se transferă între materiale. Un ciclu dezvoltat pentru o specificație TPU specifică va suda sub-sudă țesătura mai grea și va risca suprasudarea materialului mai ușor folosit în altă parte a aceluiași produs. Atunci când specificațiile materialelor se schimbă între ciclurile de producție - denier diferit, greutăți diferite de acoperire, loturi diferite de furnizor - parametrii ciclului necesită revalidare, nu presupunerea continuității.
Testarea presiunii hidrostatice de 1,0 bar: ce confirmă de fapt
Inspecția vizuală a cusăturilor identifică defecte la nivel de suprafață: urme vizibile de arsuri, goluri evidente în acoperirea sudurii, distorsiuni dimensionale grosolane. Nu identifică zone interioare sub-fuzionate, micro-goluri la interfața de sudură sau puncte reci care se mențin în condiții ambientale, dar se deschid sub sarcină. Pentru produsele impermeabile cu orice pretenție de evaluare a presiunii, inspecția vizuală este o podea, nu un tavan.
Testul de presiune hidrostatică de 1,0 bar este standardul de validare pentru produsele de exterior sudate RF serioase. Un bar corespunde presiunii hidrostatice a unei coloane de apă de 10 metri – semnificativ dincolo de condițiile de scufundare pe care le vor întâlni majoritatea produselor de exterior în utilizare pe teren, ceea ce îl face un test de calificare a producției semnificativ.

Procedura: produsele finalizate sunt umflate la o presiune internă de 1,0 bar și fie scufundate în apă, fie menținute sub presiune pentru o perioadă definită. Condiția de trecere este zero emisie de microbule din orice cusătură, zonă de sudură sau punct de închidere. O singură bulă indică o cale de scurgere care va admite apă în utilizare pe câmp, indiferent de scară. Nu există promovare parțială acceptabilă la acest nivel de test.
Ceea ce confirmă testul depășește dacă o anumită unitate menține presiune în momentul testării. Un produs care trece de 1,0 bar a confirmat fuziunea moleculară completă în fiecare zonă de sudură, contactul corect al matriței pe întreaga geometrie a cusăturii și răcirea adecvată înainte de eliberarea presiunii. Ratele constante de trecere într-o serie de producție sunt dovezi ale controlului procesului - nu variația individuală a unității care a avut tendința pozitivă.
Frecvența testării este la fel de importantă ca și severitatea testului. Testarea pe unitate a produselor cu cusături critice oferă o acoperire completă a producției și detectează defecțiuni individuale înainte de livrare. Eșantionarea pe lot oferă încredere statistică la un cost mai mic, dar permite eșecurile individuale. Protocolul adecvat depinde de costul în aval al unei defecțiuni în câmpul unei singure unități - pentru produsele în care o scurgere generează o cerere de garanție și o potențială expunere a mărcii, testarea pe unitate este poziția rațională.
Evaluarea capacității de sudare RF: întrebările care disting maturitatea procesului
Prevenirea scurgerilor în produsele impermeabile sudate RF este un rezultat de inginerie, nu o revendicare de fabricație. Se cunosc variabilele procesului, se stabilesc metodele de control, iar protocolul de testare care validează rezultatul este bine definit. Un producător cu capacitate reală în acest domeniu va descrie funcționarea lor în acești termeni specifici.
Întrebările care merită puse în timpul evaluării furnizorilor sunt concrete:
Cum sunt documentate setările de putere RF și timpii de ciclu în funcție de specificația materialului și ce declanșează revalidarea atunci când loturile de materiale se schimbă?
Cum este monitorizată starea matriței și la ce prag sunt înlocuite sculele?
Testarea hidrostatică se efectuează pe unitate sau prin prelevare de probe în lot și la ce presiune?
Pot furniza înregistrări de testare din serii recente de producție de produse comparabile?
Acestea nu sunt întrebări dificile pentru o unitate care controlează de fapt aceste variabile. Sunt întrebări foarte dificile pentru o unitate care rulează echipamente de sudură RF fără disciplina de proces din spate. Răspunsurile vă spun în ce situație vă aflați.